2022-01-21
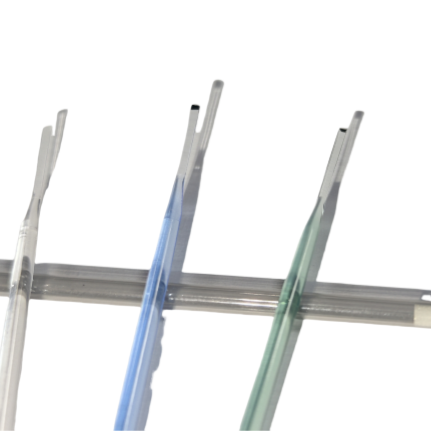
医疗注塑模具产品在制造中若是引发了开裂的状况,一定要及时做出相应的排查和处理,以防影响后续产品生产。那么接下来我们就来了解一下引发这种产品在加工制造中引发开裂的要素有哪些呢?
首先从不一样角度来理解医疗注塑模具开裂的影响,不管是从注塑加工环节,亦或是从模具自身的影响,都能够从胶料自身来判定产品开裂的缘由所在。一部分轻微的肉眼就可以看出来,再严重点的话就须得开启模具并检查注塑机台来找到症结所在。

从注塑加工角度来讲,要明白注塑加工工作压力过大,速率过快,冲料越多,注塑,稳压时间太久时,都会引致内应力过大而造成 开裂。这种便是内应力的影响。调控开模速率、工作压力能够有效地避免 迅速强拉制件引致脱模造成的产品开裂,适度地调控速率才可以防止开裂。在注塑加工环节中,适度调高模具温度,使产品能够脱模;适度减低料温,也可以避免 分解。不一样的模具构件要懂得分派清楚。也须得防止基于熔接痕,胶料降解而引致产品开裂的因素。我们也要在生产过程中关注好,并且尽可能的规避这几种开裂状况的发生。
从注塑模具方面角度来讲,医疗注塑模具方面可能形成问题的状况可分成以下几个角度。应力的形成容易引发开裂,不单单是了解,还要明白怎样有效的规避开裂形成。模具顶出要均衡,如顶杆总数,截面积要充足,脱模角度要设置科学,型腔面要足够光洁,如此一来才可以有效避免 基于外力引发顶出剩余应力集中而引发开裂。只需要在生产中关注好细节方面就能有效的规避应力影响。再者便是产品结构不能设置过薄,规避棱角,倒角引致应力集中。


服务热线
181-2652-3994
留言提交成功,我们将在两小时内回复您
知道了




