2020-12-15
精密微型塑件
特殊昂贵塑料注塑
降解塑料注塑

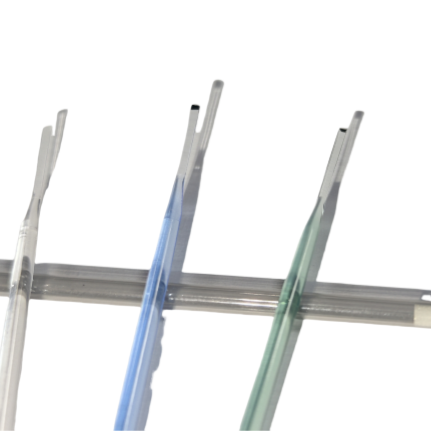
在精密微小医疗件和微型光学件的生产中, 产品总体重量在0.1到0.5克. 需要微型注塑机精密控制注塑胶量和射速. 对于注塑模具也会有更高的要求. 另在新材料比如聚乳酸PLGA 等生物降解注塑医疗螺钉的注射过程中, 微型微量注塑有先天的优势, 精密的控制注塑胶量和温度, 降低材料浪费和提高产品尺寸稳定性和强度.
拔山科技引进德国微型注射机, 最低射出胶量在5克或8克, 射速250mm/s, 炮筒最高温度450摄氏度, 机台配置长射嘴(节省胶料), 相比普通的微量注射机有更高控精度.
如果您想进一步了解微量注塑,请阅读下面的三点了解更多.
微注射成型的工艺意义
微注射成型(也称微成型)用于生产总体尺寸、或特征功能区、或公差要求以毫米甚至微米计的制品。随着高技术和精密技术的快速发展,在光通信、计算机数据存储、医疗技术、生物技术、传感器和传动装置、微光学器件、电子和消费类产品,以及设备制造和机械工程等领域中,微注射成型制品呈现快速增长的需求。
微注射一般是指用来成型尺寸为微米级、质量为毫克级的塑料制品的注射方法,微型制件很难用普通的加工方法成型,因此,微细加工技术在微注射成型技术中具有重要意义。由于当今社会对微型部件和系统的日益重视,使得微注射成型技术在过去短短几年内便有了很大的发展。
纵观国外微注射成型装备的核心:注射单元,其结构主要有
1)双阶螺杆/柱塞式;
2)双阶柱塞/柱塞式;
3)三阶螺杆/柱塞/柱塞式。
这三种结构形式均有各种不同的优点和不足,无论是后来采用诸如45度方向螺杆斜向预塑化还是采用目前世界上最小8mm直径的注射螺杆(拔山科技的10T 的机台可以配置8毫米, 12毫米和16毫米的螺杆),微量注塑机的塑化单元均采用螺杆式或柱塞式,由于柱塞式塑化效果欠佳,未成为当前发展的主流,而螺杆式注塑机虽然塑化效果较好,但是仍然存在着小尺寸螺杆加工难度大,使用寿命有限等问题。
现阶段微注射装备技术的核心,注塑塑化方式决定了未来微注射装备技术的发展。通过国外公司几十年的塑化技术证明螺杆塑化在很大程度上有着其优势,所以把研究螺杆的形态作为其关键技术,从螺杆的长度,直径,螺旋线的深度及渐变都有充足的研究和理论与实际应用。但是从现有的技术看无论其螺杆的变化如何只是缩短或缩小了,其螺杆的轴向本质上没有改变。
笔者在实际的微型注射机的选择过程中对比国内, 日本和欧洲的微型注射机后,认为螺杆式的更加容易清理和维护. 有很多V字形的注塑机是柱塞式和螺杆式的组合, 笔者认为在换色和注塑高要求的三类医疗器械和医疗耗材时候不好清理螺杆.
微注射成型模具的加工精度及成本决定了制品的成本以及大规模生产的可能,因此设计具有合理结构的模具是获得高质量注射制品的关键。微注射成型模具设计关键技术主要包括变温模具设计、真空排气系统设计、脱模机构设计等。
变温模具设计。在微注射成型过程中,因模具型腔表面积与体积之比较大,导致熔体温度在填充阶段变化范围大,严重影响制品的成型质量和成型周期,因此,微注射模通常需要设计模具变温系统。目前,模具变温系统主要有感应加热变模温系统、电热水冷变模温系统等。例如,美国佐治亚理工学院的YAO等设计的高频感应加热变模温系统,能在5s内使型腔温度从室温提高到240℃,极大地缩短了成型周期。在急冷急热的注塑成型的过程中, 一定需要考虑模具钢材的耐受性.
真空排气系统设计。由于微模具表面加工精度高,当模具合模后,动模与定模之间的间隙极小,型腔内所残留空气和熔体释放的气体很难从型腔间隙排出,影响制品成型质量和熔体填充率,微模具通常设计真空排气系统。目前,真空排气方式主要是通过将型腔周围进行密封,在分型面上开设排气通道,再用真空泵将气体从型腔内抽出。
鉴于微制品具有质量轻、壁薄、强度低的特点,传统的脱模机构容易使微结构变形,甚至损坏,严重影响制品的成型质量。为使制品顺利脱模且保证其成型质量,微注射模需要设计适合微制品结构特点的脱模方式。针对不同微制品结构的特点,采用不同的脱模设计机构。大微制品间接脱模机构推杆推出作用力不直接作用在制品上,而是直接推出尺寸相对较大的流道,再通过流道和浇口带动制品脱模,从而保证了制品尺寸精度和表面质量。


服务热线
181-2652-3994
留言提交成功,我们将在两小时内回复您
知道了




